

Техническая концепция консольно — фрезерных станков фирмы
«HECKERT Chemnitzer Werkzeugmaschinen GmbH»
Конструктивное исполнение
- Корпусные детали узлов консольно-фрезерных станков – фундаментная плита, стойка, консоль, крестовый суппорт или соответствующие салазки поворотной части и стол изделия — изготовлены из серого чугуна и имеют оптимальную, целесообразную форму.
- Поперечные и вертикальные направляющие, оснащенные пластмассовым покрытием, обладают хорошими антифрикционными свойствами и стойкостью к образованию задиров.
- Дозированная смазка поперечных и вертикальных направляющих.
- Основная плита служит как бак для охлаждающей жидкости, обладающий емкостью в 45 л.
- Стойка с вертикальными направляющими для перемещения консоли и с агрегатами главного привода носит контропору (FU) или соотв. шпиндельную бабку (FSS) или специальную бабку (FSS) или специальную контропору.
- Консоль с узлами для привода подачи, опускания консоли, замедленного хода (в качестве оптации) и ручного перемещения выполняет вертикальное движение и носит крестовый суппорт (FSS) или соотв. салазки поворотной части (FU).
- Перемещающиеся в поперечном направлении крестовый суппорт или соотв. салазки поворотной части предназначены для крепления стола изделия и его подвижных элементов.
- Стол широкоуниверсальный консольно-фрезерных станков может поворачиваться в обе стороны на ± 45° благодаря дополнительной поворотной части.
![]()
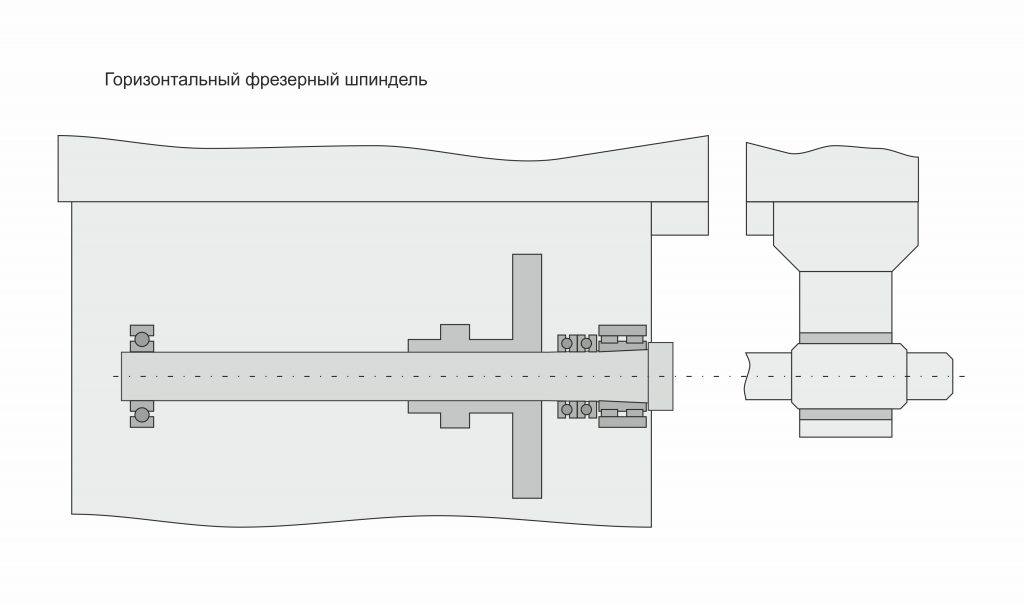
Приводы и опоры фрезерных шпинделей
- Производительный фрезерный шпиндель имеет приводную мощность до 15 КВт и посадочное место для крепления инструмента по ISO 50.
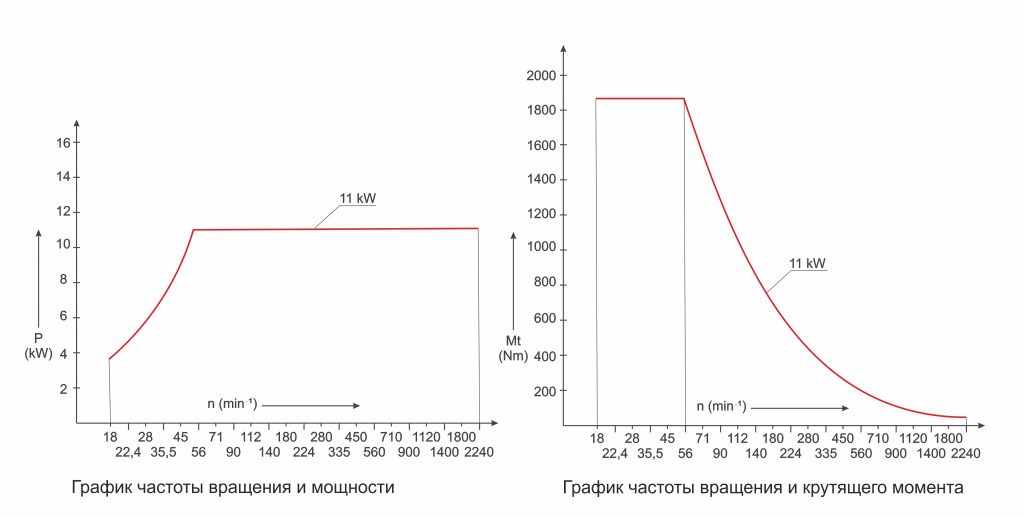
- Универсальное фрезерное приспособление ApUG оснащено собственным приводом мощностью в 11 квт.
- Привод шпинделя изделия осуществляется от трехфазного электродвигателя через комплект клиновых ремней и 18-ступенчатую передачу с подвижными зубчатыми колесами.
- Тормоз фрезерного шпинделя позволяет немедленное отключение вращения, но обеспечивает также возможность отключения с запаздыванием для выхода инструмента из контакта с обрабатываемым изделием.
- Циркуляция смазки коробки главного привода выполняется шестеренчатым насосом.
- Избираемые диапазоны чисел оборотов с соответственно 18 ступенями гарантируют оптимальные условия при обработке резанием.
- Фрезерный шпиндель станка оборудован электромеханическим приспособлением для зажима инструмента.
- Вертикальная шпиндельная бабка может поворачиваться в обе стороны на 45° и оснащена регулируемой в осевом направлении пинолью с устанавливаемым ограничением ее хода.
![]() Привод подачи
Привод подачи
- Механизированный привод консоли, крестового суппорта или стола изделия осуществляется от центрального электродвигателя трехфазного тока через 18-ступенчатый механизм подачи и распределительную передачу на маточную гайку и ходовой винт.
- Подключение ускоренного хода или замедленного хода (в качестве оптации) выполняется с помощью электромагнитных муфт.
- Замедленный ход с постоянной скоростью в 50 мм/мин способствует повышению точности отключения, а также уменьшению изнашивания режущей кромки инструмента, в особенности во время врезания и выхода инструмента из контакта с обрабатываемым изделием.
- Шестеренчатый насос отвечает за циркуляционную смазку механизма подачи.
- Предохранительная муфта в механизмах подачи замедленного хода служит для предотвращения поломки зубьев.
- Избираемые ступени подачи с широким диапазоном регулирования обеспечивают оптимальное приспособление к конкретной задаче обработки.
- Возможно также ручное перемещение отдельных узлов с измерением подачи при помощи лимбов.
Механизм опускания консоли
- Автоматическое гидравлическое опускание консоли защищает режущую кромку инструмента и поверхность обрабатываемого изделия.
- Консоль может опускаться на приблизительно 0,7 мм во время ускоренного хода.
Механизм попутной подачи
- Фрезерование методом попутной подачи позволяет эффективную обработку тонкостенных изделий, глубоких пазов и деталей из высокопрочных материалов.
- Гидравлически действующее приспособление обеспечивает компенсацию зазора между ходовым винтом и маточной гайкой в продольном направлении в качестве предпосылки для попутного фрезерования.
- Автоматическое подключение механизма попутной подачи при движении подачи и отключение во время ускоренного хода защищают маточную гайку ходового винта подачи стола против изнашивания.